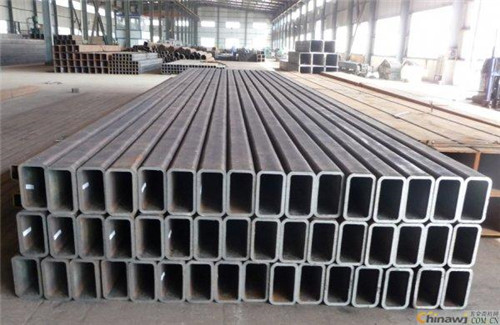
無(wú)縫方矩管一般采用標(biāo)準(zhǔn)GB/T3094-2000技術(shù)性作業(yè)流程生產(chǎn)制造制做。該標(biāo)準(zhǔn)選用無(wú)縫管為主要原料根據(jù)冷拔工藝技術(shù)性生產(chǎn)制造制作而成,通稱圓變方冷扎(拔)加工工藝。無(wú)縫方矩管選用該標(biāo)準(zhǔn)生產(chǎn)制造的方管特性抗壓強(qiáng)度明顯優(yōu)于焊接方法所形成的方形鋼管。異形無(wú)縫方管生產(chǎn)流水線其關(guān)鍵設(shè)備選用美國(guó)技術(shù)性制造出來(lái)的400-1000噸輥擠壓加工機(jī)、液壓機(jī)校直機(jī)、鋸切機(jī)等。無(wú)縫方矩管以無(wú)縫管或無(wú)縫化鋼管的圓鋼管為原材質(zhì),經(jīng)冷軋輥選邊滾壓成型小口徑厚壁方矩管。

無(wú)縫方矩管生產(chǎn)流程如下所示:
原材料選擇—原材料查驗(yàn)—產(chǎn)品入庫(kù)—擠壓加工—淬火—校直—熱處理工藝—物理性能檢測(cè)—化學(xué)成分分析—拉伸實(shí)驗(yàn)—檢驗(yàn)—切距管—珩磨—頂端生產(chǎn)加工—成品入庫(kù)—制成品復(fù)查—制成品出入庫(kù)
無(wú)縫方矩管材料特性指數(shù)值
無(wú)縫方矩管選用20#無(wú)縫管,或Q345B無(wú)縫管為主要原料,根據(jù)液壓機(jī)推制(輥擠壓成型)成形,因?yàn)樽陨碓牧蠟闊o(wú)縫管,因此成形方鋼管后特性很強(qiáng)。主要包括可塑性強(qiáng),韌性好,抗拉強(qiáng)度、抗壓強(qiáng)度、冷拔抗壓強(qiáng)度、拉伸強(qiáng)度、強(qiáng)度、抗疲勞性等都明顯優(yōu)于方形鋼管性能。Q345B無(wú)縫矩形管,合金結(jié)構(gòu)鋼無(wú)縫矩形管,高精密無(wú)縫矩形管,物理性能:抗壓強(qiáng)度470-630mpa,妥協(xié)>=345MPa,延伸率>=21%.

